四、后工序流程
具体业务流程如下:
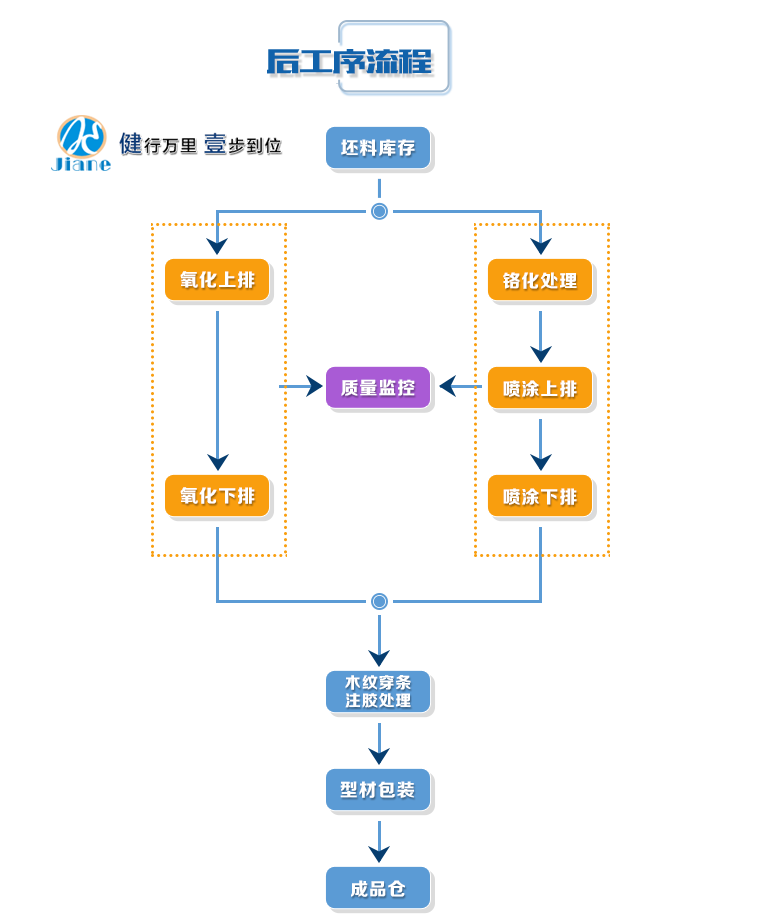 健壹 铝业通V3专业版 后工序业务流程图
健壹 铝业通V3专业版 后工序业务流程图
- 1、全系统集成条码管理,由挤压打印带条码的随行卡后,由各个后工序现场扫描条码进行系统录入,极大地节省操作人手,降低企业运营成本。
- 2、通过调用销售订单及坯料库存的资料,结合订单缓急状态等因素制作氧化、喷涂、木纹、复合的排产单。
- 3、按氧化、喷涂、木纹的工艺操作特点管理型材的上排(机)工艺,并提供质检处理,对于上排(机)前的报废进行管理。
- 4、根据氧化上排计算每架型材的总面积、输出电流及氧化时间,为槽面工艺控制提供必要的参数。
- 5、型材的下排(机)处理详细记录了型材的合格数量、返工数量、报废数量,并可转由成品质检处理报废型材,并为包装工序提供必要的指南数据。
- 6、专门的复合加工生产模块,提供主型材的排产、完成登记、质量判定,并可实时查看所需子型材的生产情况。
- 7、对生产过程中的各项工作均可进行实时的质量监控,无论是上工序转入还是本工序产生的废料均可立即作出处理,同时将需补料数转到挤压车间重新生产,及时反映需补料数据。确保整个生产有条不絮地进行。
- 8、自动跟踪氧化、喷涂、木纹、复合排产的完成情况,可以有效地控制挤压发错料等现象。
- 9、提供按时间段,分车间、分班组统计氧化、喷涂、木纹、复合工序的生产进度、产量、成品率等数据。
- 10、管理氧化、喷涂、木纹、复合车间生产材料的领用,统计车间所需的各种材料(包括喷粉、木纹纸、胶条等)库存量。